The sheet metal bending process must be precise and carried out according to the specifications indicated in each case, since failure to do so would negatively affect other production processes such as welding, assembly or painting, tasks that could become significantly more complicated, negatively impacting the development and cost of the project.
As a general rule, sheet metal bending is usually custom-made and never industrialized, as it must conform to specific requirements and perfectly match the requirements of the project in question.

How is sheet metal bending developed?
Sheet metal bending is very common in many projects, a task that needs to be performed with great precision. This bending can be done in two different materials: stainless steel and aluminum.
The bending development is carried out according to a series of qualitative and quantitative control points, which guarantees precision and quality bending, which, as we have already mentioned, is essential so that the rest of the subsequent processes are not affected.
When bending on a machine, the sheet metal between the punch and the die is subjected to progressive pressure. That is why the bending of the part depends on the force applied to it. In this process, the elasticity of the sheet metal is not eliminated, even when the applied stress is greater than the elastic limit of the same.
In our facilities, we can perform sheet metal bending of parts up to 4000 mm in length and 12mm thick, offering great flexibility in bending, being able to adjust to different types and sizes of parts and adapting to the characteristics and needs of each project.
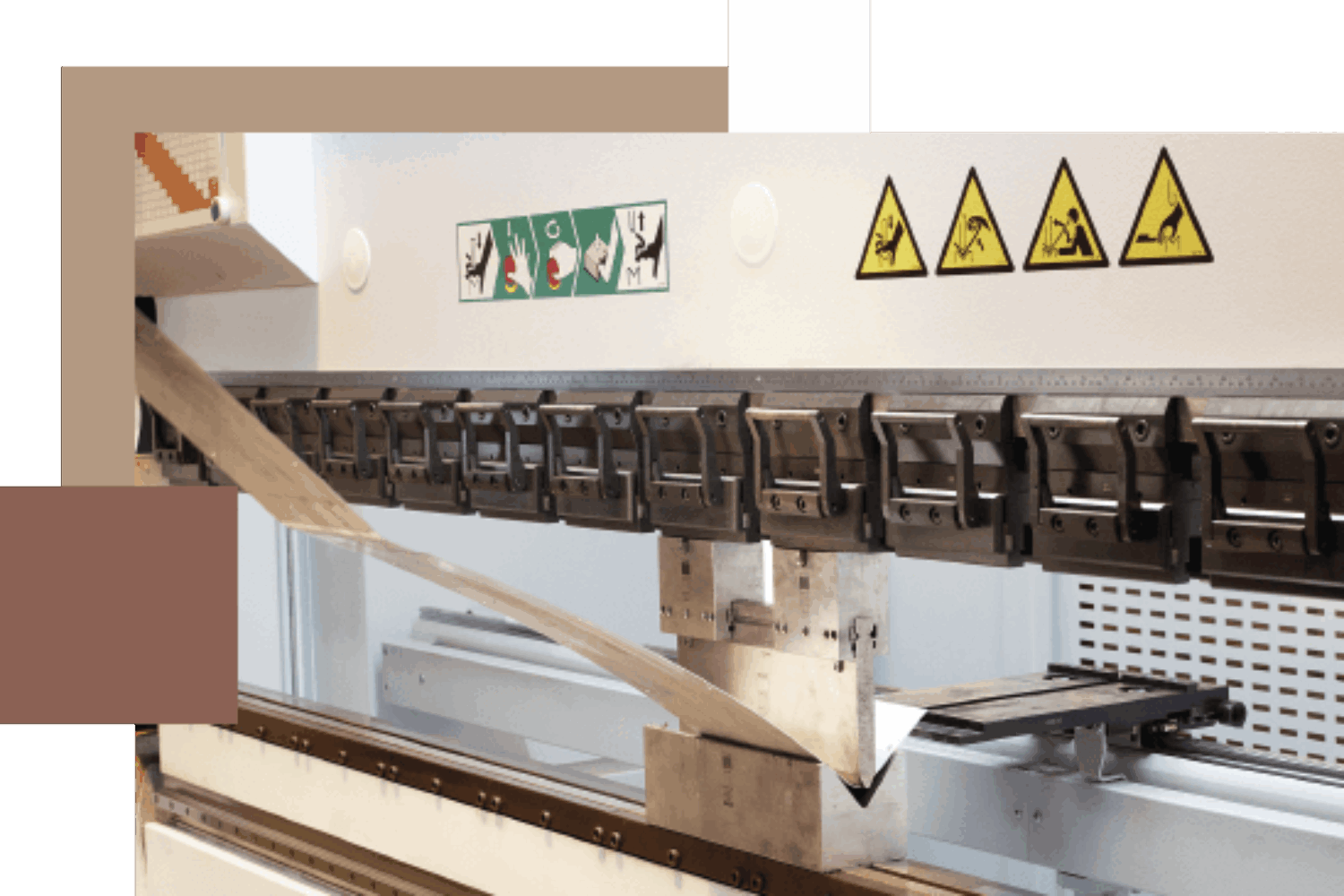
What machines are used for sheet metal bending?
The machines that are most often used in bending processes are the bending machine and the hydraulic press, the main difference between the two being that the press works in two dimensions while the bending machine only does it in one.
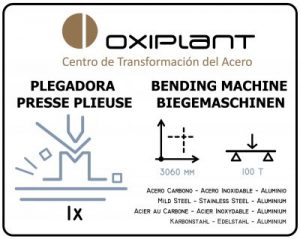
These are the technical characteristics of the sheet metal bending machines that we have at Oxiplant.

Problems that may arise during sheet metal bending
Some of the most frequent problems that operators encounter in the bending process may be:
- Problems obtaining the desired profiles
- That the profile is outside the required dimensional tolerances
- Marks on the parts
- Breaks
However, sheet metal bending is usually a process that in principle does not usually produce difficulties.